屏蔽泵優(yōu)缺點(diǎn)主要有哪些��?
來(lái)源: 發(fā)布時(shí)間:2016年02月29日 09:43:22 閱讀:3348
石料生產(chǎn)線的選型小竅門(mén): 1�����、生產(chǎn)性���;設(shè)備的生產(chǎn)能力要與系統(tǒng)匹配���,某一設(shè)備的生產(chǎn)環(huán)節(jié),不應(yīng)小于系統(tǒng)的能力���,限制系統(tǒng)
來(lái)源: 發(fā)布時(shí)間:2016年02月29日 09:42:16 閱讀:2718
①擠出機(jī)的厚度公差�,使塑料片材厚度不均勻�,原材料制造部分產(chǎn)生的厚度公差大約為5%,厚度低于2mm的公差百分比略大�,厚度超過(guò)5m
來(lái)源: 發(fā)布時(shí)間:2016年02月25日 10:24:00 閱讀:2405
壓延法生產(chǎn)pvc卷材地板的主要塑料機(jī)械設(shè)備包括四輥壓延機(jī)、凹版印刷機(jī)和復(fù)合機(jī)。
來(lái)源: 發(fā)布時(shí)間:2016年02月25日 10:22:08 閱讀:2392
材料成型時(shí)�����,會(huì)因冷卻產(chǎn)生產(chǎn)品尺寸比模具尺寸縮小的現(xiàn)象�����,成型收縮率即用百分比來(lái)表示此縮小的程度���。通常結(jié)晶樹(shù)脂比非結(jié)晶樹(shù)脂收
來(lái)源: 發(fā)布時(shí)間:2016年02月25日 10:20:45 閱讀:2959
澆口的設(shè)計(jì)和塑件的尺寸、形狀模具結(jié)構(gòu),注射工藝條件及塑件性能等因素有關(guān)��。但就基本作用來(lái)說(shuō),澆口截面要小,長(zhǎng)度要短,因?yàn)橹挥羞@
來(lái)源: 發(fā)布時(shí)間:2016年02月25日 10:17:50 閱讀:1740
塑料成型的選擇主要決定于塑料的類型(熱塑性還是熱固性)���、起始形態(tài)以及制品的外形和尺寸�����。加工熱塑性塑料常用的方法有擠出���、注射
來(lái)源: 發(fā)布時(shí)間:2016年02月18日 14:38:36 閱讀:3258
塑料管材在生產(chǎn)線過(guò)程中,由于操作人員對(duì)工藝和機(jī)器操作不夠熟練���,常會(huì)致使塑料管材出現(xiàn)外表面粗糙���,內(nèi)部出現(xiàn)抖動(dòng)環(huán)���,壁厚不均,圓度不夠等現(xiàn)象��,所以要及時(shí)調(diào)整工藝���,排除塑料管材生產(chǎn)線故障�����,才能提高產(chǎn)品質(zhì)量...
來(lái)源: 發(fā)布時(shí)間:2016年02月17日 17:31:13 閱讀:3610
塑料工業(yè)是現(xiàn)代新興工業(yè)之一���,它包括塑料生產(chǎn)和塑料制品成型及加工兩部分。由于塑料是以各種樹(shù)脂為基本成份加入一定的添加劑而合成的高聚物�,具有比重小,化學(xué)穩(wěn)定性好�、電絕緣性能高、比強(qiáng)度大等一系列優(yōu)異性能...
來(lái)源: 發(fā)布時(shí)間:2016年02月17日 14:09:52 閱讀:3044


















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減...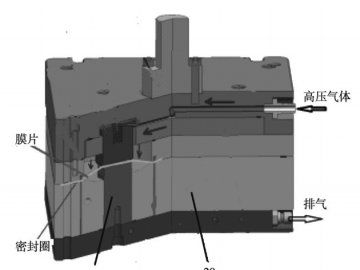 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













