每個(gè)注塑產(chǎn)品在開始設(shè)計(jì)時(shí)首先要確定其開模方向和分型線��,以保證盡可能減少抽芯滑塊機(jī)構(gòu)和消除分型線對(duì)外觀的影響��。
來源: 發(fā)布時(shí)間:2019年05月07日 09:47:22 閱讀:4720
注塑模具是一種生產(chǎn)塑膠制品的工具;也是賦予塑膠制品完整結(jié)構(gòu)和精確尺寸的工具�����。注塑模具的結(jié)構(gòu)形式和模具加工質(zhì)量直接影響著塑件制品質(zhì)量和生產(chǎn)效率。注塑模具生產(chǎn)和塑料制品生產(chǎn)實(shí)踐中最常見,最常出現(xiàn)的注塑模...
來源: 發(fā)布時(shí)間:2019年05月06日 09:43:01 閱讀:5670
若塑件發(fā)生不均勻收縮�����,往往造成內(nèi)應(yīng)力分布不均�。若此應(yīng)力超過塑件剛度,將造成塑件翹曲及變形�,影響塑件尺寸安定性。
來源: 發(fā)布時(shí)間:2019年04月30日 09:48:43 閱讀:3233
塑料在受力拉伸后�����,會(huì)在局部會(huì)形成細(xì)微凹槽��,該處密度小�,折射率與塑料本體存在差異,導(dǎo)致光線在此處反射光增多��,出現(xiàn)發(fā)白現(xiàn)象��。
來源: 發(fā)布時(shí)間:2019年04月30日 09:46:12 閱讀:5244
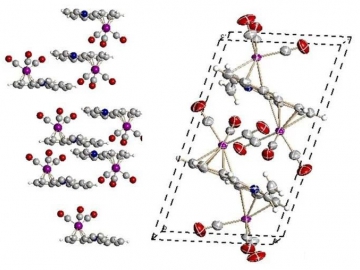
非結(jié)晶性塑料��,無明顯熔點(diǎn)�����,玻璃化溫度140°~150℃�����,熔融溫度215℃~225℃�����,成型溫度250℃~320℃��。
來源: 發(fā)布時(shí)間:2019年04月28日 09:43:07 閱讀:4797
零件表面都鍍不上銅層;出現(xiàn)這類故障的原因�����,一般是敏化液或活化液失效引起�����,還有可能是化學(xué)鍍銅液中pH值��、溫度�、甲醛、硫酸銅含量太低或絡(luò)合劑含量太高而引起。
來源: 發(fā)布時(shí)間:2019年04月26日 09:41:10 閱讀:6580
在螺桿推力的作用下�,已經(jīng)塑化好的熔料以一定的速率流經(jīng)料筒、噴嘴��、流道�����、澆口等處后注入模腔�,注射壓力也因克服流動(dòng)阻力而逐漸下降。
來源: 發(fā)布時(shí)間:2019年04月25日 09:39:38 閱讀:7351
澆口又稱進(jìn)料口��,是連接分流道與型腔之間的一段細(xì)短流道(除直接澆口外)�, 它是澆注系統(tǒng)的關(guān)鍵部分。
來源: 發(fā)布時(shí)間:2019年04月24日 09:36:58 閱讀:7457
設(shè)備選型不當(dāng)�����。在選設(shè)備時(shí)��,注塑機(jī)的最大注射量必須大于塑件及水口總重�,而注射總重不能超出注塑機(jī)塑化量的85%。
來源: 發(fā)布時(shí)間:2019年04月22日 12:03:07 閱讀:6874


















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...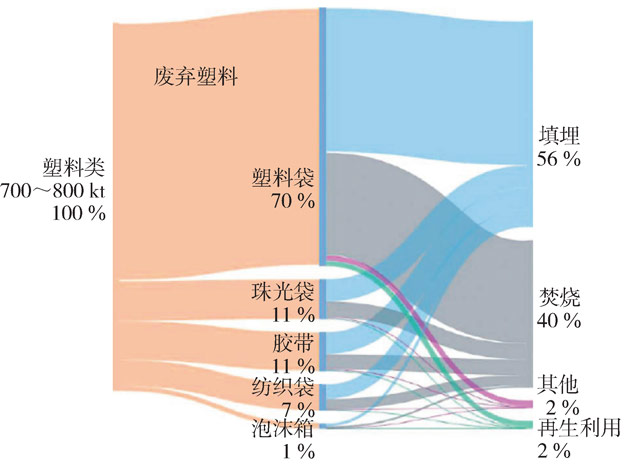 塑料包裝材料的減...
塑料包裝材料的減...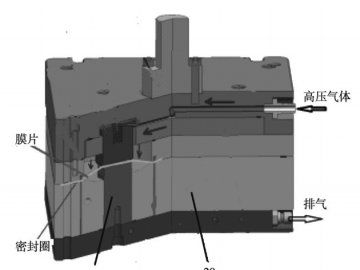 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...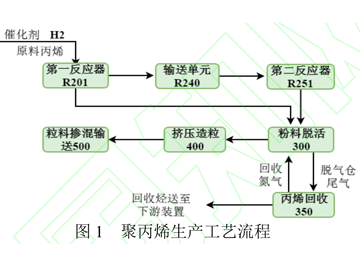 高性能注塑聚丙烯...
高性能注塑聚丙烯...













