很多客戶對(duì)汽車用料具體選擇不是很了解���,寫(xiě)出來(lái)供參考���。請(qǐng)大家生產(chǎn)時(shí),不要照搬材料���,同個(gè)材料有不同的配方���,產(chǎn)出具有不同的性
來(lái)源: 發(fā)布時(shí)間:2016年06月22日 09:44:43 閱讀:3995
IPDI脂環(huán)族異氰酸酯,因?yàn)槠洫?dú)特的結(jié)構(gòu)���,無(wú)雙鍵無(wú)苯環(huán)的存在���,因此擁有優(yōu)異的耐候性!其制成品在日光長(zhǎng)期照射下具有不黃變的特性。因此被大量的聚氨酯生產(chǎn)廠家喜愛(ài)���。
來(lái)源: 發(fā)布時(shí)間:2016年06月22日 09:41:36 閱讀:2778
一���、龜裂 龜裂是塑料制品較常見(jiàn)的一種缺陷,產(chǎn)生的主要原因是由于應(yīng)力變形所致���。主要有殘余應(yīng)力���、外部應(yīng)力和外部環(huán)境所產(chǎn)生
來(lái)源: 發(fā)布時(shí)間:2016年06月22日 09:40:53 閱讀:2785
來(lái)源: 發(fā)布時(shí)間:2016年06月21日 09:14:58 閱讀:2502
塑料薄膜成型方法有很多���,其中流延���、擠出���、吹塑這三種工藝較為常見(jiàn)���。三種工藝制膜各有特點(diǎn),本文從工藝原理���、應(yīng)用領(lǐng)域兩個(gè)方面進(jìn)行整理分析���。
來(lái)源: 發(fā)布時(shí)間:2016年06月21日 09:12:54 閱讀:3738
造成注塑制品射料不滿的主要原因是缺料和注射壓力與速度不妥(包括阻力造成壓力過(guò)于耗損)���?��?赡苡梢韵聨讉€(gè)方面的原因?qū)е露桑?/div>
來(lái)源: 發(fā)布時(shí)間:2016年06月21日 09:08:25 閱讀:2877
成型容積相同的容器時(shí)���,吹塑模具內(nèi)要排出的空氣量比注射成型模具的大許多���。注射成型模具內(nèi)要排出的空氣體積最多等于注入模腔內(nèi)
來(lái)源: 發(fā)布時(shí)間:2016年06月20日 09:58:53 閱讀:1739
1)電動(dòng)機(jī)部位①轉(zhuǎn)子軸用滾動(dòng)軸承嚴(yán)重磨損或軸承精度低���。②轉(zhuǎn)子軸彎曲變形���。③碳刷安裝工作位置不正確。④轉(zhuǎn)子軸端風(fēng)葉刮電動(dòng)機(jī)
來(lái)源: 發(fā)布時(shí)間:2016年06月20日 09:57:47 閱讀:4633
來(lái)源: 發(fā)布時(shí)間:2016年06月20日 09:54:47 閱讀:1291
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減...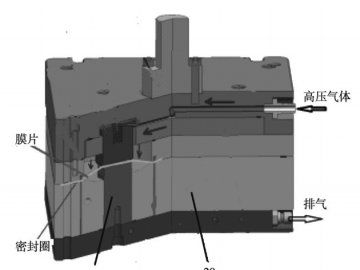 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













