摘要:闡述大型擠壓造粒機組水下切粒裝置的工作機理��,刀軸前進的多種方式��,并分析了刀軸前進及正常工況下的受力情況�。提出如何精準設定刀軸前進壓力,延長設備使用周期��。
關鍵詞:大型擠壓造粒機組���;水下切粒裝置�;切刀�;模板;刀軸前進壓力
乙烯是發(fā)展合成樹脂���、合成橡膠��、合成纖維的基礎原料���。乙烯制備能力是綜合衡量一個國家石化工業(yè)水平的重要標志���。“十五”以來,我國石化行業(yè)乙烯工業(yè)已經(jīng)進入了快速發(fā)展的新時期��,并已成為世界乙烯工程的重要組成部分��。
大型擠壓造粒機組是百萬噸乙烯工程不可或缺的核心裝備���,我國大型擠壓造粒機組絕大多數(shù)依賴進口。目前世界上生產(chǎn)大型擠壓造粒機組的公司有日本神戶制鋼所(KOBELCO)���、日本制鋼所(JSW)和德國科倍?��。–WP)等,目前國內(nèi)正在服役的大型擠壓造粒機組約上百臺套���。
1.水下切粒裝置的結構及切粒機理
水下切粒裝置是整個機組的關鍵部件之一���,其中刀軸進退壓力的給定直接影響到模板、切刀的使用壽命及機組的穩(wěn)定長周期運行。對水下切粒裝置刀軸進退壓力給定的討論意義重大�。
水下切粒裝置主要組成部分包括熱水室、刀盤��、軸承箱��、水室快速鎖緊機構���、刀軸移動機構��、移動小車��、聯(lián)軸器���、驅(qū)動電機等。其水下切粒裝置的機理均為由驅(qū)動電機通過聯(lián)軸器帶動切刀軸轉(zhuǎn)動��,完成切粒動作��。在刀軸的前后移動上各公司產(chǎn)品略有差異���,原理均為通過汽壓���、汽液或液壓驅(qū)動執(zhí)行機構完成刀軸的前進后退��。
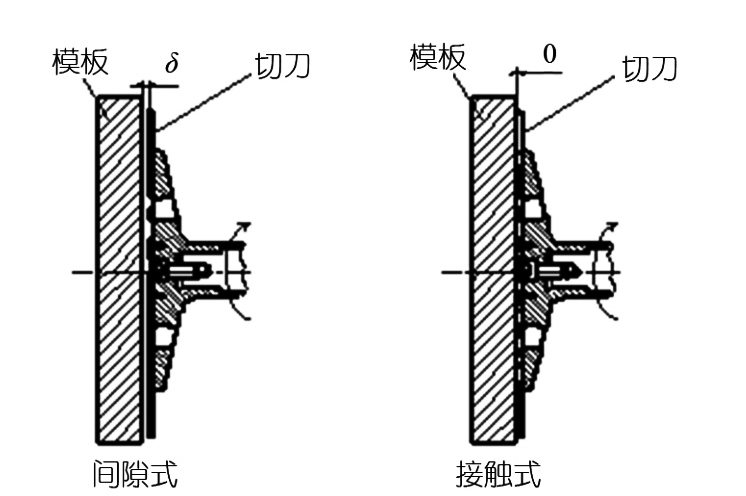
切粒有兩種方法���,一種為“間隙式”切粒,即切刀和模板之間設有一定的間隙���。當切刀軸前進時���,切刀軸處于一個固定的位置(通過手柄桿設定),即無論切刀磨損及切刀轉(zhuǎn)速如何���,切刀和模面的相對位置保持不變。另一種為“接觸式”切粒���,即切刀和模板之間沒有間隙���。當驅(qū)動切刀軸前行的推力增加并超過某一特定值時,切刀軸將克服幾個阻力��,向模板靠近���。一旦切刀接觸模板的壓力設定完畢�,即切刀轉(zhuǎn)速及刀軸前進的壓力設定后,無論切刀磨損如何��,切刀(軸)都會保持與模板之間的這個壓力�。通常“接觸式”切粒的粒料效果會更好一些。如圖1所示�。
圖1切粒的兩種型式
刀軸的和力作用在切刀上,切刀給模板的壓力對切刀壽命及粒料形狀影響很大���。
2.切刀軸前進及工作中受力分析
切粒裝置中刀軸前進未設任何其他機械限位��,除非刀軸前進達到最大行程��。在切粒裝置運行過程中���,所有施加給切刀軸的推力最后都由切刀刀刃承受,而切刀又與模板接觸��,因此���,刀軸前進的和力如果過高��,會導致切刀及模板過度磨損�,影響切刀及模板的使用壽命�。
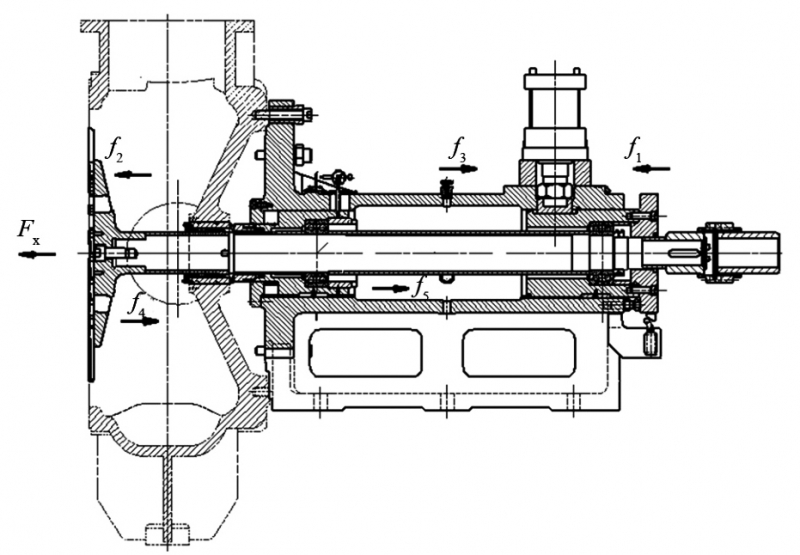
反過來�,刀軸前進的和力如果過低���,就會導致上述的“間歇式切粒”���,從而有可能會導致尾料及連料等的產(chǎn)生,影響產(chǎn)品質(zhì)量��。刀軸受力如圖2所示��。
圖2刀軸受力示意圖
切粒開始后���,切刀軸至模板的推力即刀軸的和力(Fx)等于:
Fx=f1+f2-(f3+f4+f5)
式中:f1為刀軸前進力��,如果調(diào)節(jié)切粒速度���,該壓力也需調(diào)節(jié)��;f2為水室內(nèi)的粒子水對切刀的推力(取決于切粒速度)��;f3為刀軸前進的背壓力���。(通常是一個恒定的壓力���,各廠家不同)��;f4為水室內(nèi)的粒子冷卻水的壓力(背壓)��;f5為機械阻力損失等(與刀軸運動方向相反)��。
f1為刀軸前進的主動力��,它會隨切粒機刀軸轉(zhuǎn)速的變化而調(diào)節(jié)��;f2水室內(nèi)的粒子水對切刀的推力��,它會隨切粒機刀軸轉(zhuǎn)速的增加而增大���,f3背壓為設定值;f4水室內(nèi)的粒子冷卻水的壓力��,視為固定值���;f5刀軸的前進阻力�,切粒系統(tǒng)確定后��,機械阻力已確定�,視為固定值�。
當切粒電機啟動后(在粒子冷卻水中驅(qū)動切刀軸)���,切刀與水產(chǎn)生向前的分力��,切刀會自動靠近模板�。而且推力(f2)會隨切刀轉(zhuǎn)速的增加而增大���。
3.切刀軸各分力的討論
對水室內(nèi)的粒子水對切刀的推力f2的討論���。對切刀在水室內(nèi)的運動情況,利用ANSYS進行流構耦合分析��。
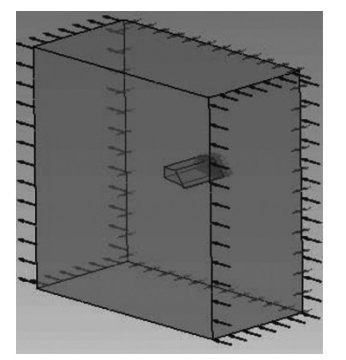
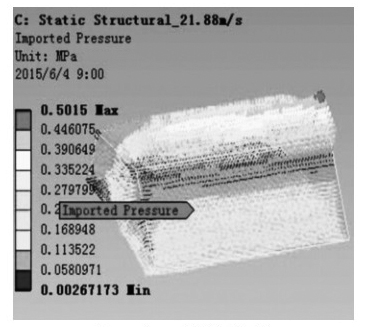
在ANSYS流體模塊中對流動入口施加流速���,對流動出口施加零壓力邊界條件�,與刀接觸面施加交界面邊界條件�,施加邊界條件后的模型如圖3、4所示���。流構交界面的壓力在ANSYS中對水介質(zhì)進行流體求解,得到流構交界面的壓力分布如圖5所示�,切刀的邊界條件如圖6所示���。
圖3水介質(zhì)的網(wǎng)格劃分
圖4水介質(zhì)的邊界條件
圖5流構界面的壓力分布云圖
圖6切刀的邊界條件
定義材料參數(shù),進入ANSYS中利用常規(guī)求解器進行求解�。
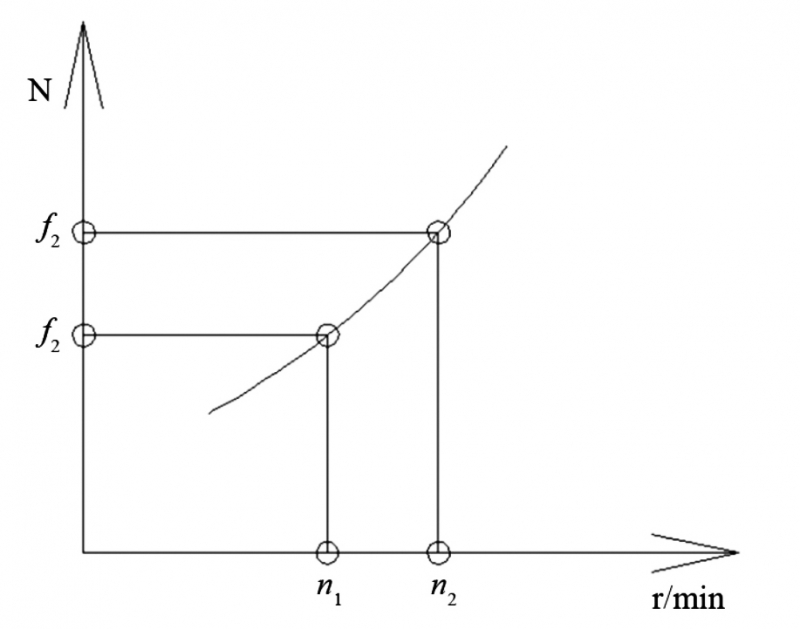
結果分析:切刀所受到水的Y向壓力與水流速的平方成正比,曲線如圖7���。
即:f2=n×k×L×V2
式中:k為系數(shù)��;L為切刀的有效長度���;V為切刀的線速度;N為切刀數(shù)量��。
圖7切刀軸轉(zhuǎn)速與f2的曲線圖
可見f2的大小與切刀軸的轉(zhuǎn)速的提升成平方的關系增大�,在實際的操作中不可忽視它的存在。
在切粒裝置運行過程中��,切刀與模板產(chǎn)生磨損��,切刀與模板都會磨損�,因切刀的硬度低于模板造粒帶的硬度,磨損時切刀會磨損多一些��。為了補償切刀及模板磨損量,切刀軸需向前推進��,給切刀軸施加指定的壓力���,讓切刀與模板良好接觸�。刀軸前進力(f1)可以調(diào)節(jié)�,而且應以優(yōu)化切刀軸至模板的推力(切刀至模板的壓力)為準。
不要施加過高的氣壓使切刀強制靠近模板��。為了延長切刀使用壽命�,造出良好的粒料,至切刀料筒的氣壓設定是切粒過程中的一個最關鍵因素之一�。
4.結論
通常在進行生產(chǎn)操作時,剛開機時為了防止??锥驴祝a(chǎn)量設定為總產(chǎn)量的50%~60%���,然后隨著慢慢提高產(chǎn)量��,切粒機轉(zhuǎn)速逐漸提高�。此時由于切刀轉(zhuǎn)速增加���,切刀軸向前的推力(f2)會成平方關系增大���,這時初始開車時的刀軸前進壓力(f1)就需要降低。否則��,切刀與模板的壓力(Fx)將會過高���,導致切刀及模板造粒帶的快速磨損��。
總的來說���,磨損量會隨著刀軸的轉(zhuǎn)速增加而成比例增加。為了減少磨損��,將刀軸的前進推力(f1)降低至理想值就非常關鍵�。
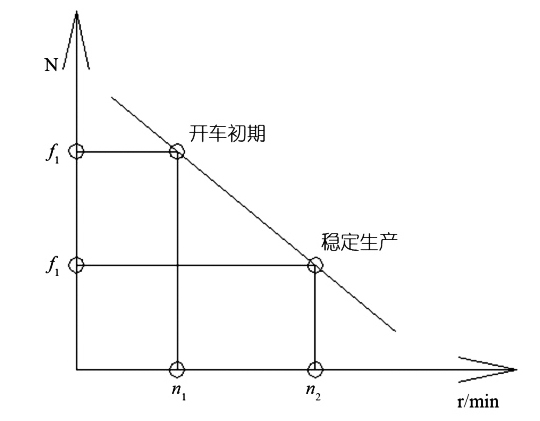
常規(guī)的切刀軸前進推力(f1)與切刀轉(zhuǎn)速(n)的關系如圖8所示。
圖8切刀軸前進推力(f1)與切刀轉(zhuǎn)速(n)的關系圖
切刀軸前進推力與切刀轉(zhuǎn)速的關系圖對于切粒機的操作十分重要�。如何獲得上述關系圖,一般來說�,設備出廠時,設備制造商會提供一個切刀前進力與刀軸轉(zhuǎn)速的曲線圖���,但在機組現(xiàn)場安裝及調(diào)試時�,會采集現(xiàn)場機組運行數(shù)據(jù)���,對曲線圖進行確認或修訂�。如切刀軸前進力f1可自動控制,可將本曲線寫入PLC或DCS中��,以便實現(xiàn)切刀軸前進壓力的自動給定�。設備使用方可根據(jù)現(xiàn)場實際操作人員的經(jīng)驗及收集的數(shù)據(jù)對本曲線進行修訂,達到最優(yōu)效果�,從而減少切刀、模板的磨損��,延長切刀�、模板的使用壽命,使機組穩(wěn)定長周期運行���。
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...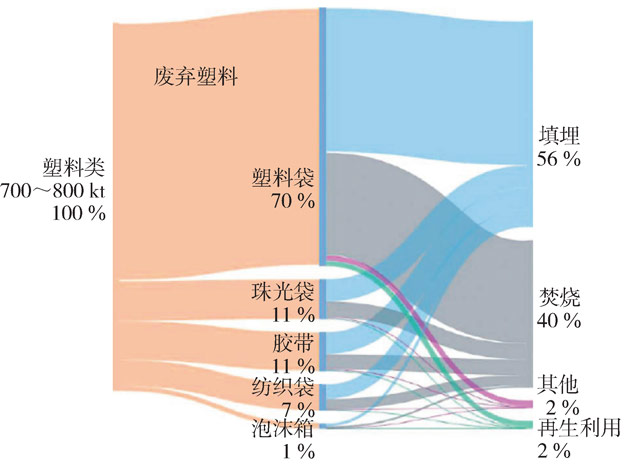 塑料包裝材料的減...
塑料包裝材料的減...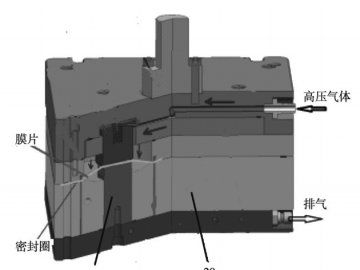 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...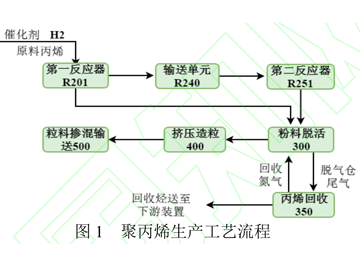 高性能注塑聚丙烯...
高性能注塑聚丙烯...





