羅江紅����,張艷彬
(新疆交通職業(yè)技術(shù)學(xué)院機電工程學(xué)院,新疆烏魯木齊831401)
摘要:在某汽車車門內(nèi)板拉延成形工序中引入了刺破工藝���。基于數(shù)值模擬結(jié)果����,采用響應(yīng)面法對刺破刀具結(jié)構(gòu)參數(shù)進行了優(yōu)化,獲得了最優(yōu)刀具結(jié)構(gòu)參數(shù)為:刺破刀輪廓長度100mm���,寬度95mm���,圓角半徑65mm,刺破刀距離車窗區(qū)域A左側(cè)壁和上側(cè)壁的距離分別為45����、50mm。研究了刺破工藝對板料局部應(yīng)力的影響和零件拉延成形性的影響���。結(jié)果表明:刺破工藝可以顯著降低板料易拉裂位置的局部應(yīng)力���,還可以為零件刺破位置附近的易拉裂區(qū)域提供額外的板料流入量���,從而降低其減薄率和拉裂風(fēng)險。依據(jù)帶刺破工藝的拉延成形方案制造了該車門內(nèi)板拉延模具并進行了零件試生產(chǎn)����,發(fā)現(xiàn)試驗結(jié)果與模擬結(jié)果一致,得到了表面質(zhì)量好����、無拉裂缺陷的汽車車門內(nèi)板零件。
關(guān)鍵詞:車門內(nèi)板����;刺破工藝;結(jié)構(gòu)優(yōu)化����;局部應(yīng)力釋放;成形性���;
目前沖壓成形技術(shù)已被廣泛應(yīng)用于汽車覆蓋件生產(chǎn)���,在沖壓成形過程中���,影響汽車覆蓋件質(zhì)量的主要缺陷有起皺、折疊���、縮頸����、破裂等[1-2]����。對于該類問題����,可基于數(shù)值模擬結(jié)果,使用三維造型軟件對模具型面如凸凹����、模圓角大小、拉延筋深度���、寬度等進行修改和調(diào)整[3-4]����,或基于正交試驗、響應(yīng)面法���、BP網(wǎng)絡(luò)神經(jīng)算法����、多目標(biāo)粒子群算法等對成形工藝參數(shù)如虛擬拉延筋系數(shù)����、壓邊力大小、潤滑系數(shù)等進行優(yōu)化[5-6]���,從而解決起皺����、拉裂等缺陷����。然而,某些如四門兩蓋����、地板等汽車的車身零件通常具有尺寸大���、料薄、型面結(jié)構(gòu)復(fù)雜等特點���,在零件中間區(qū)���、復(fù)雜型面區(qū)以及高筋側(cè)壁等位置,板料流入量有限����,易出現(xiàn)板料局部應(yīng)力集中、板料減薄率高����、局部拉裂等情況[7-8]。在零件型面相對確定的情況下���,僅通過修改模具型面或優(yōu)化工藝參數(shù)等方法,難以完全解決該問題����。因此,本文以某汽車車門內(nèi)板為研究對象���,設(shè)計并建立了該零件的有限元模型���,通過在拉延成形工序中增加刺破工藝[9]����,并采用中心復(fù)合試驗和響應(yīng)面法對刺破工藝刀具結(jié)構(gòu)參數(shù)進行了優(yōu)化���,研究了刺破工藝對該車門內(nèi)板易開裂位置的局部應(yīng)力和拉延成形性的影響���;最后通過數(shù)值模擬和生產(chǎn)試制,驗證了該局部應(yīng)力釋放的方法可以有效解決車門內(nèi)板高筋側(cè)壁處出現(xiàn)的拉裂缺陷����。
1工藝分析及有限元模型
1.1 車門內(nèi)板工藝分析
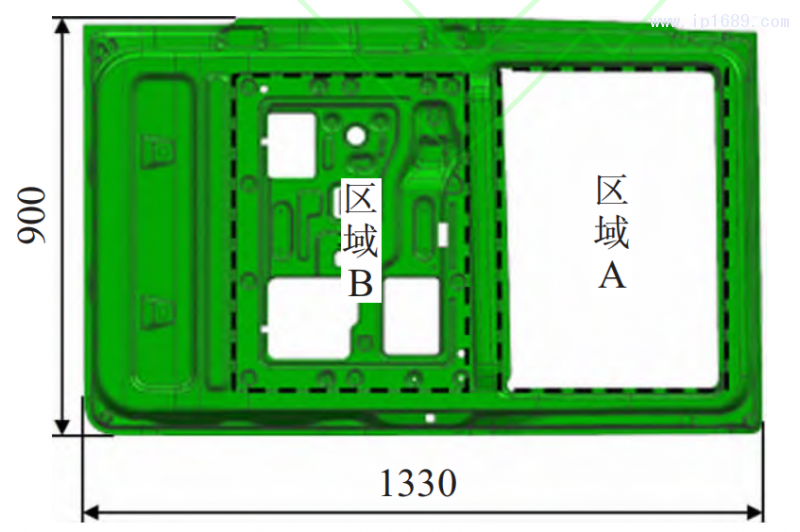
本文研究對象為某汽車車門內(nèi)板,其三維模型如圖1所示���。該零件尺寸為1330mm×900mm���,屬于大型汽車車身覆蓋件;區(qū)域A屬大平面切邊區(qū)域���,在拉延成形工序中���,該區(qū)域的成形性可不做考慮���;車窗區(qū)域A上下邊界處存在高筋區(qū),區(qū)域A上下側(cè)壁高度約為25mm���,可能存在拉裂風(fēng)險���;區(qū)域B屬車門內(nèi)板功能結(jié)構(gòu)區(qū),空間結(jié)構(gòu)復(fù)雜����,型面變化較多,導(dǎo)致該區(qū)域板料流動困難���,成形過程易出現(xiàn)板料過度減薄���、拉裂等缺陷。此外����,區(qū)域A與B之間存在一條長且細(xì)的高筋區(qū)����,由于該高筋區(qū)位于零件中心部位����,左側(cè)為型面復(fù)雜的區(qū)域B����,且頂部端面與右側(cè)區(qū)域A的高度差約為35mm,故在成形該高筋區(qū)的過程中����,板料流動阻力大,板料流入量非常有限����,在不斷的拉延過程中,區(qū)域A上下和左側(cè)側(cè)壁以及圓角部位發(fā)生開裂的風(fēng)險較高���。因此���,解決該零件區(qū)域A上下和左側(cè)側(cè)壁以及圓角區(qū)域的開裂問題是該車門內(nèi)板拉延工序的關(guān)鍵。
1.2 拉延成形方案設(shè)計
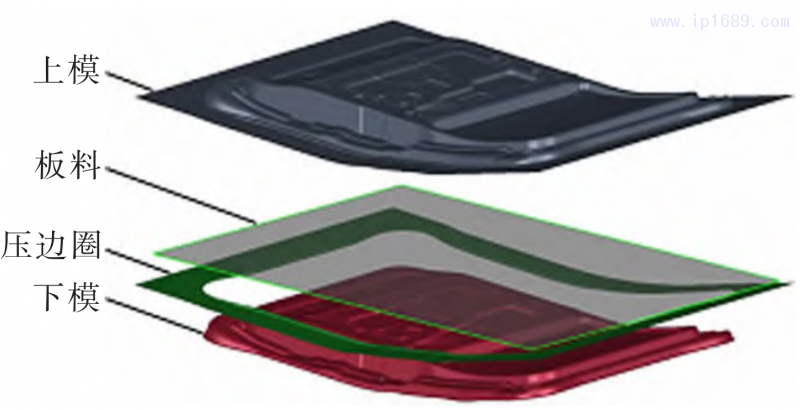
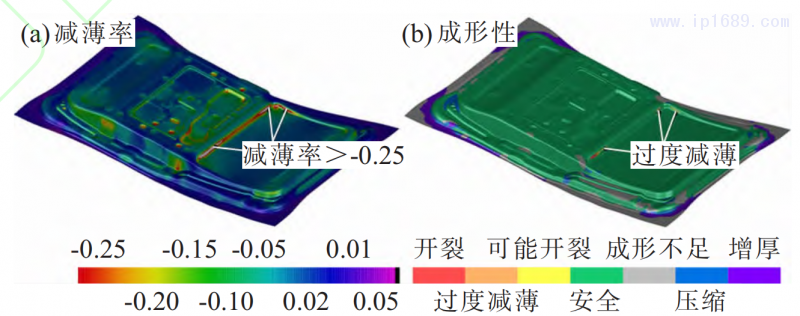
使用三維造型軟件和Autoform設(shè)計并建立拉延成形方案1���,即在拉延成形過程中使用常見的“上模-壓邊圈-下模”拉延成形方案����,其有限元模型如圖2所示。零件材料為超深沖用DC-06鋼���,板料尺寸為1600mm×1100mm����,料厚0.7mm���;根據(jù)實際生產(chǎn)經(jīng)驗���,采用油潤滑,選擇摩擦系數(shù)為0.15����,沖壓速度50mm/s;使用中心復(fù)合試驗和響應(yīng)面法���,獲得最優(yōu)壓邊力為427kN���,取整為430kN。圖3為方案1的車門內(nèi)板零件減薄率云圖和成形性云圖。模擬結(jié)果顯示���,在區(qū)域A上側(cè)和左側(cè)側(cè)壁出現(xiàn)嚴(yán)重的過度減薄現(xiàn)象,拉裂風(fēng)險較高���,且在上述區(qū)域位置零件的減薄率均超過25%���。該位置出現(xiàn)拉裂缺陷的原因是因為該車門內(nèi)板尺寸大、型面復(fù)雜���,加之區(qū)域A上側(cè)的側(cè)壁垂直高度達25mm����,左側(cè)側(cè)壁垂直高度達35mm����,導(dǎo)致該處板料流動困難,板料在拉延過程中減薄嚴(yán)重����,故而出現(xiàn)拉裂的缺陷。即使在對工藝參數(shù)進行優(yōu)化后����,零件區(qū)域A上下側(cè)壁和左側(cè)側(cè)壁依然存在較高的拉裂風(fēng)險����。
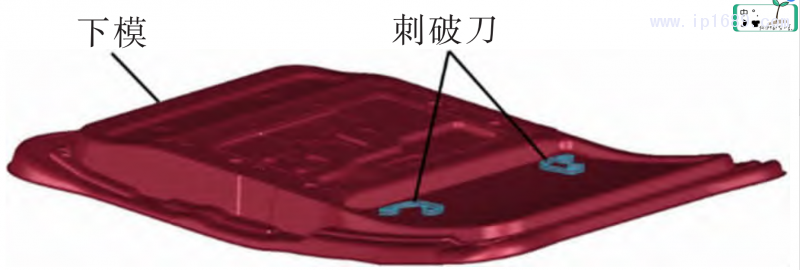
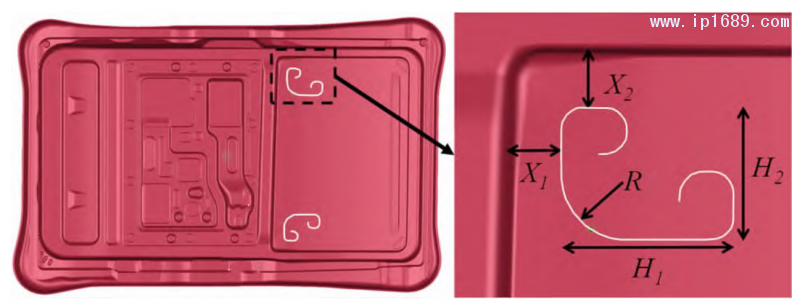
為了解決該車門內(nèi)板拉裂缺陷����,在方案1的基礎(chǔ)上設(shè)計了方案2,即增加了刺破工藝:在下模增加一組刺破刀���,由于零件區(qū)域A在后續(xù)工序中會被切除����,故在該位置增加刺破刀不會影響零件最終的成形質(zhì)量����。圖4為刺破工藝示意圖。
1.3 試驗設(shè)計及方法
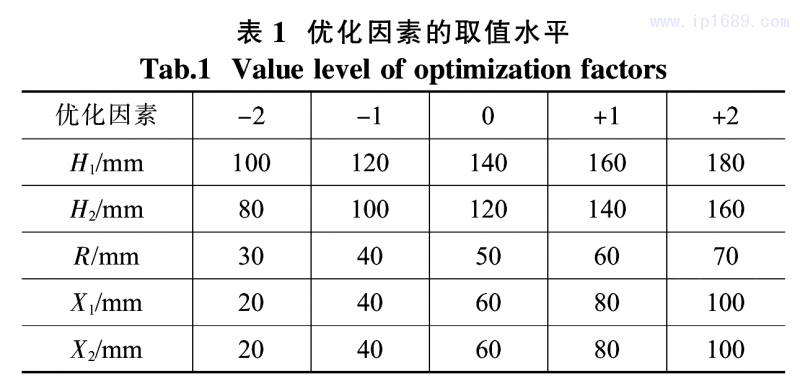
本文針對方案2的刺破工藝����,研究了刺破工藝刀具位置和形狀對車門內(nèi)板拉延成形性的影響。以刺破刀輪廓長度H1���、寬度H2和圓角R以及刺破刀距離車窗區(qū)域A左側(cè)壁的距離X1����、上側(cè)壁距離X2作為優(yōu)化因素,如圖5所示����。并在試驗初期基于單因素變化的數(shù)值模擬試驗結(jié)果確定了如表1所示的優(yōu)化因素取值水平���。
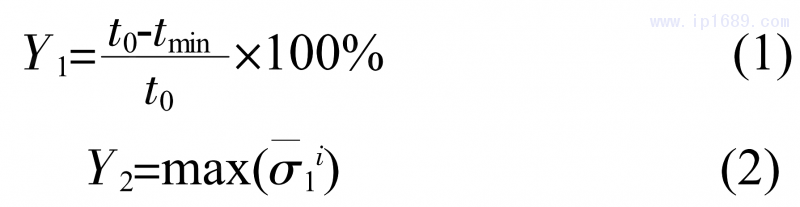
為了消除車門窗區(qū)域A上下和左側(cè)側(cè)壁存在的拉裂缺陷���,以零件成形結(jié)束瞬時狀態(tài)下的最大減函數(shù)Y1(式(1))和區(qū)域A上下和左側(cè)側(cè)壁以及圓角區(qū)域內(nèi)的局部最大等效應(yīng)力Y2(式(2))作為評價零件開裂的目標(biāo)函數(shù)。
式中:t0為板料初始厚度����;tmin為拉延成形結(jié)束后板料的最小厚度;σ1為板料單元格節(jié)點的等效應(yīng)力���。
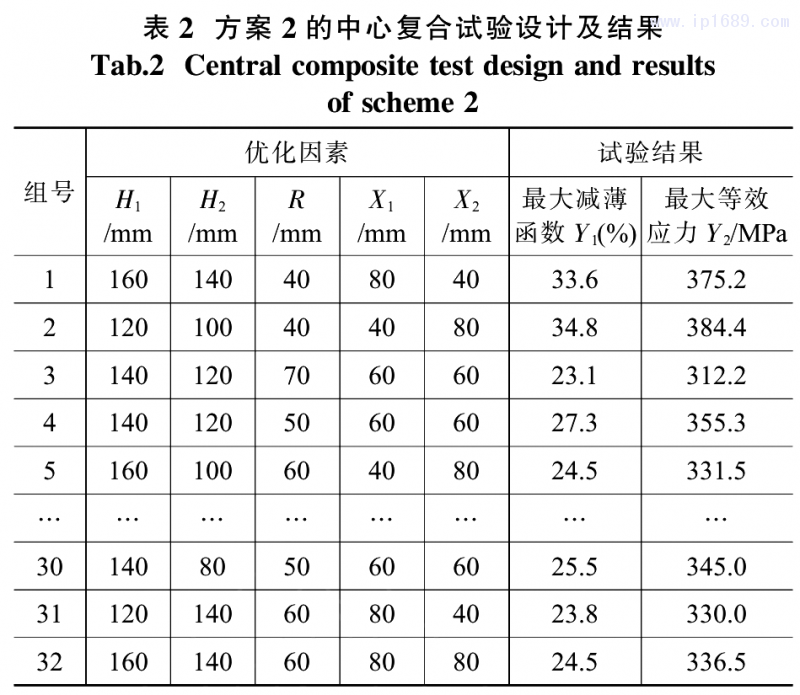
確定評價函數(shù)后���,利用Design-Expert軟件以刺破刀的長度H1、寬度H2和刺破刀圓角R以及刺破刀距離車窗區(qū)域A左側(cè)壁距離X1���、上側(cè)壁距離X2作為變量因素���,以零件最大減薄函數(shù)Y1和區(qū)域A上下側(cè)壁及圓角區(qū)域的最大等效應(yīng)力Y2為響應(yīng)函數(shù)����,設(shè)計中心復(fù)合試驗并通過數(shù)值模擬的方法獲得試驗結(jié)果���,如表2所示����。
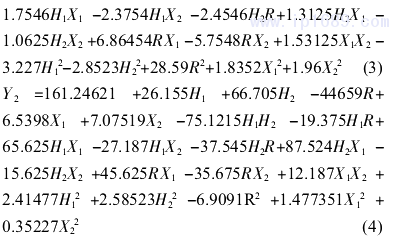
根據(jù)表2試驗結(jié)果與5個優(yōu)化因素之間的關(guān)系����,建立二階多項式,得到試驗因素與評價函數(shù)之間的關(guān)系為:
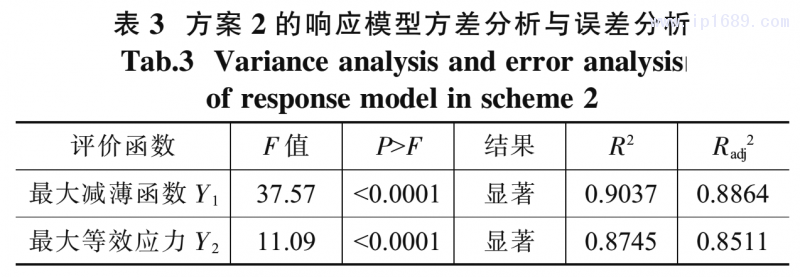
為了檢驗所建模型的可靠性����,對其進行方差分析,分析結(jié)果如表3所示����。從表中可以看出,兩個評價函數(shù)最大減薄函數(shù)Y1和最大等效應(yīng)力Y2的響應(yīng)模型“P>F”概率均小于0.0001���,結(jié)果顯著���;此外���,兩個響應(yīng)模型的決定系數(shù)和修正系數(shù)均大于0.8,二者差值小于0.15����;綜上結(jié)果可以判斷,所建立的響應(yīng)模型具有較高的可靠性����, 能夠較好的反映優(yōu)化因素與評價函數(shù)之間的關(guān)系���,預(yù)測精度較高���。
2試驗結(jié)果與分析
2.1 多目標(biāo)優(yōu)化與驗證
基于已建立的最大減薄函數(shù)Y1與最大等效應(yīng)力Y2響應(yīng)模型,對刺破工藝刀具結(jié)構(gòu)參數(shù)進行優(yōu)化����。為避免零件車窗區(qū)域A上下側(cè)壁和左側(cè)側(cè)壁以及圓角區(qū)域出現(xiàn)開裂,要求最大減薄率小于25%����,即Y1<25%����;同時要求最大等效應(yīng)力Y2取得最小值����。基于上述優(yōu)化目標(biāo)����,對相應(yīng)函數(shù)進行求解,獲得刺破工藝刀具結(jié)構(gòu)最優(yōu)參數(shù)(取整)為:H1=100mm���,H2=95mm����,R=65mm���,X1=45mm���,X2=50mm,此時預(yù)測最大減薄函Y1=21.4%���,最大等效應(yīng)力Y2=295.5MPa����。
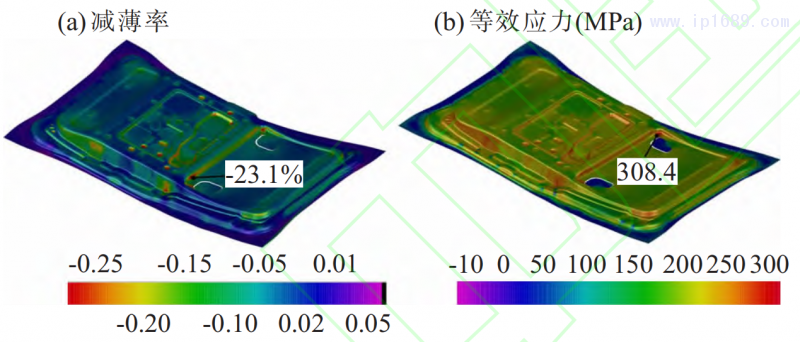
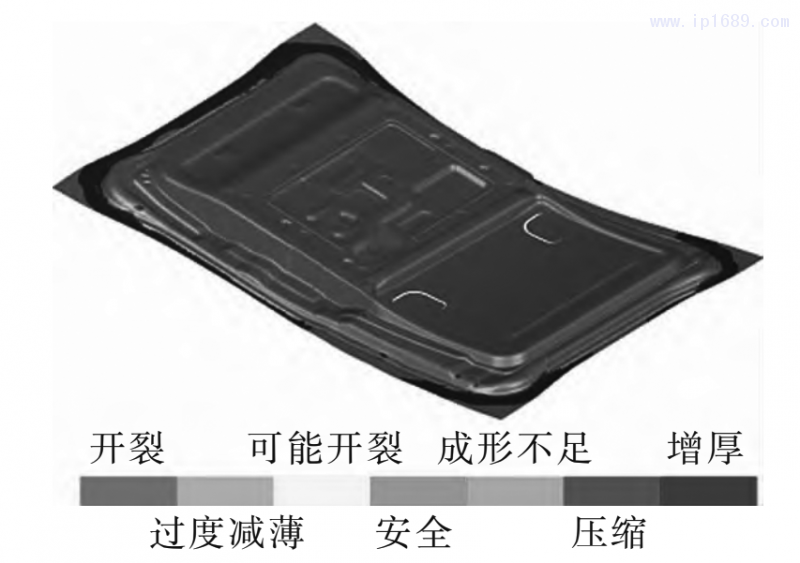
利用Autoform軟件,以優(yōu)化后的刺破工藝刀具結(jié)構(gòu)參數(shù)進行數(shù)值模擬���,對多目標(biāo)優(yōu)化結(jié)果進行驗證����。圖6為優(yōu)化后該車門零件減薄率云圖和等效應(yīng)力分布云圖���。從圖可以看出����,零件最大減薄率為23.1%����,小于25%���,與響應(yīng)模型預(yù)測值的相對誤差為7.94%���,零件開裂風(fēng)險低;最大主等效應(yīng)力為308.4MPa���,與響應(yīng)模型預(yù)測值的相對誤差4.37%���,零件危險位置卸載前的等效應(yīng)力得到了有效降低����。圖7為刺破工藝刀具結(jié)構(gòu)優(yōu)化后����,該車門內(nèi)板零件的成形性圖。從圖中可以看到����,零件區(qū)域A上下側(cè)壁和左側(cè)側(cè)壁以及圓角處的成形性為安全,零件其它有效型面區(qū)域的成形性同樣為安全���,不存在開裂風(fēng)險���。由此可推斷,其一����,通過在車門內(nèi)板車窗區(qū)域A內(nèi)加入刺破工藝,并對刺破工藝刀具結(jié)構(gòu)參數(shù)進行優(yōu)化����,可以有效解決區(qū)域A上下側(cè)壁和左側(cè)側(cè)壁以及圓角處的開裂問題���;其二,由數(shù)值模擬結(jié)果驗證了基于中心復(fù)合試驗和多目標(biāo)優(yōu)化方法的可靠性和有效性���。
2.2 刺破工藝對零件局部應(yīng)力的影響
為了驗證刺破工藝對零件易拉裂位置的局部應(yīng)力的影響��,在零件易開裂區(qū)域取點1~10號(圖 8)��,其中1~4���、7~10為等距點,4~7為等距點���,且距離為其它距離的2倍��。對比取點位置在無刺破工藝條 件下零件成形結(jié)束瞬時的等效應(yīng)力和有刺破工藝條件下零件成形結(jié)束瞬時的等效應(yīng)力以及有刺破工藝條件下零件卸載后的等效應(yīng)力,結(jié)果如圖 9 所示���。由圖可知���,增加了刺破后��,在零件拉延成形結(jié)束瞬時���,零件1~10號危險位置的等效應(yīng)力由無刺破時的325.1~414.8 MPa下降至有刺破時的265.4~308.4MPa,1~10位置的局部等效應(yīng)力降低了5.1%~28.1%��。其中���,2號位置和9號位置的等效應(yīng)力降低最少���,這是因為板料刺破后,2號和9號位置正好處于刺破區(qū)的圓角部位���,板料需要上側(cè)側(cè)壁和左側(cè)側(cè)壁流動��,使得該處減薄率較高���,同時該圓角又處于板料應(yīng)力釋放的一個盲區(qū),故板料成形結(jié)束瞬時的等效應(yīng)力較其它位置偏高���。另外��,零件1��、3��、8���、10號位置��,板料的等效應(yīng)力降低最大���。這是因為該處位于零件刺破中央位置,故應(yīng)力釋放效果最明顯��。 卸載后��,零件1~10號危險位置的等效應(yīng)力由拉延成形結(jié)束瞬時的265.4~308.4MPa降低到了卸載后的 13.2~72.8MPa���,其中1���、4、8��、10位置殘余應(yīng)力較高��,這是因為該處處于零件刺破中央位置���,刺破后���,該位置的應(yīng)力的得到釋放,減薄率降低��,但也導(dǎo)致該位置板料塑性變形量減少或塑性變形不充分��,故卸載后殘余應(yīng)力較大��。但綜合零件拉裂位置的等效應(yīng)力變化結(jié)果可以清楚地看到���,刺破工藝可有效降低板料易開裂位置的等效應(yīng)力��。
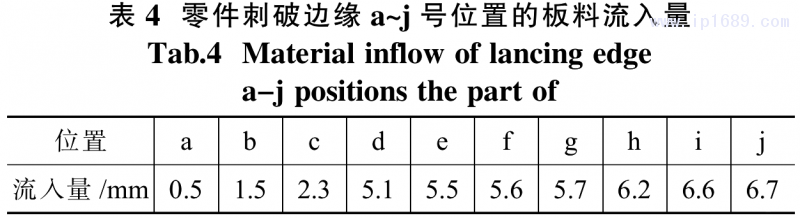
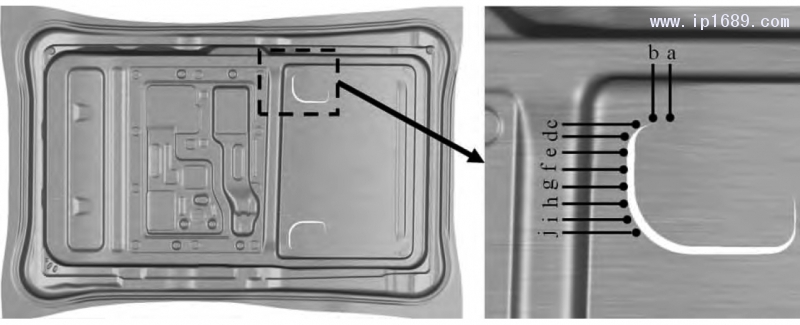
表4為在刺破條件下零件拉延成形結(jié)束瞬時��,零件刺破邊緣a~j號位置(圖10)的板料流入量���。從表中可以看到,方案2帶刺破工藝的板料成形結(jié)束瞬時���,零件區(qū)域A上側(cè)壁板料流入量增量較小��,平均為1.43mm���;左側(cè)壁的板料流入量增量較大��,平均為5.9mm���。這是因為零件局部刺破后,刺破位置板料由原來的受拉狀態(tài)轉(zhuǎn)變?yōu)榭捎邢蘖鲃拥臓顟B(tài)���,使得刺破邊緣的板料可向區(qū)域A上側(cè)和左側(cè)側(cè)壁流動���,為其提供額外的板料流入量。
綜合上述試驗結(jié)果可以看到���,在該車門內(nèi)板拉延成形過程中���,通過引入刺破工藝并對刀具結(jié)構(gòu)參數(shù)進行優(yōu)化,將區(qū)域A內(nèi)的板料刺破��,一方面使得零件危險區(qū)域板料所受應(yīng)力得到釋放���,卸載后零件最大等效應(yīng)力小于75MPa���;另一方面使得模具對刺破位置板料的約束力減小��,為區(qū)域A上側(cè)和左側(cè)側(cè)壁提供了額外的板料流入量,有效降低了該位置的板料減薄率和拉裂風(fēng)險��。
3生產(chǎn)驗證
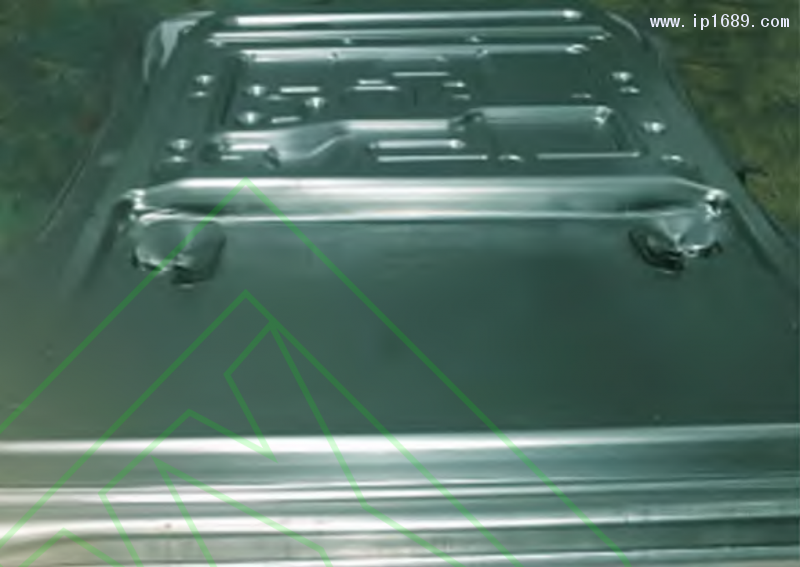
根據(jù)方案2設(shè)計��,在該車門內(nèi)板拉延成形模具下模安裝了刺破刀��,如圖11所示��。并進行了試模生產(chǎn)��,得到的試模零件如圖12所示��。從圖12可以看到���,刺破刀對應(yīng)位置的零件已被刺破���,零件區(qū)域A上側(cè)和左側(cè)側(cè)壁處無拉裂缺陷。該試模結(jié)果證明��,通過刺破工藝���,可以釋放零件易拉裂位置的局部應(yīng)力��,同時還可以為零件易拉裂處提供額外的板料流入量���,從而降低零件局部位置的減薄率并消除零件的拉裂缺陷���。
4結(jié)論
(1)針對某汽車車門內(nèi)板拉延成形時易出現(xiàn)拉裂缺陷的問題,設(shè)計了帶刺破工藝的拉延成形方案���,通過響應(yīng)面法和數(shù)值模擬結(jié)合的方法���,獲得最優(yōu)刺破工藝刀具結(jié)構(gòu)參數(shù)H1=100mm,H2=95mm��,R=65mm���,X1=45mm��,X2=50mm��,并成功消除了零件的拉裂缺陷��,證明了評價函數(shù)的有效性和響應(yīng)模型的可靠性以及該優(yōu)化方法的可行性��。
(2)通過數(shù)值模擬分析了某車門內(nèi)板拉延成形過程中成形板料易拉裂位置的局部應(yīng)力變化���,結(jié)果表明:刺破工藝不僅可有效降低成形板料易拉裂位置的應(yīng)力��,同時還可以提高刺破位置板料的流動性��,為刺破位置附近易拉裂處提供額外的板料流入量,從而降低成形零件的減薄率和拉裂風(fēng)險��。
參考文獻:
[1] 安治國��,劉志祿��,韋光珍.基于數(shù)值模擬技術(shù)的轎車零件成形工藝優(yōu)化設(shè)計[J].熱加工工藝���,2008��,37(23):58-60.
[2] 周均��,王勇.基于Autoform軟件的沖壓成形工藝參數(shù)優(yōu)化[J].兵器材料科學(xué)與工程���,2017,40(1):79-82.
[3] 張玉平. 某車型左/右車門內(nèi)板的成形分析及有限元模擬[J].兵器材料科學(xué)與工程���,2013��,36(3):96-98.
[4] 湯淑芳��,覃柏英��,林賢坤等.發(fā)動機隔熱罩沖壓成形的仿真與優(yōu)化[J].熱加工工藝��,2016��,45(1):121-124.
[5] 李萍��,薛克敏���,楊文江.瑞風(fēng)商務(wù)車托架拉延成形數(shù)值模擬及工藝參數(shù)優(yōu)化[J].機械工程學(xué)報��,2008��,44(7):176-180.
[6] 余世浩��,趙銳敏��,李佳琪等.基于多目標(biāo)粒子群算法的沖壓成形工藝優(yōu)化[J].熱加工工藝��,2014��,43(1):144-147.
[7] 劉曉晶��,陳曉桐��,張曉華等.鋁合金車門內(nèi)板成形工藝數(shù)模擬及模具設(shè)計 [J].哈爾濱理工大學(xué)學(xué)報���,2018��,23(4):118-121.
[8] 李驍���,鄭松林���,張振華等.汽車門內(nèi)板沖壓成形起皺研究[J].熱加工工藝��,2014��,43(7):154-158.
[9] 劉馳. 防止座盆拉延件開裂的工藝改進 [J].鍛壓技術(shù)��,2014���,39(3):20-24.























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





