陳起東
(中交(廈門)投資有限公司,福建廈門361021)
摘要:以風(fēng)扇零件為例���,運(yùn)用UG軟件對(duì)該塑件進(jìn)行分模���;風(fēng)扇零件具有一定的特殊性,其分型方法與一般塑件分型方法有所不同���,利用UG軟件中MoldWizard模塊對(duì)風(fēng)扇進(jìn)行分型面設(shè)計(jì)���,并應(yīng)用UG的WAVE技術(shù),對(duì)模仁進(jìn)行再設(shè)計(jì)���,以實(shí)現(xiàn)模具型腔���、型芯結(jié)構(gòu)的設(shè)計(jì)合理性,滿足風(fēng)扇塑件生產(chǎn)的設(shè)計(jì)要求���。該設(shè)計(jì)方法可為同類型塑件的分模設(shè)計(jì)提供參考���。
關(guān)鍵詞:風(fēng)扇葉片���;UG;MoldWizard���;WAVE���;注塑模
1塑件結(jié)構(gòu)分析
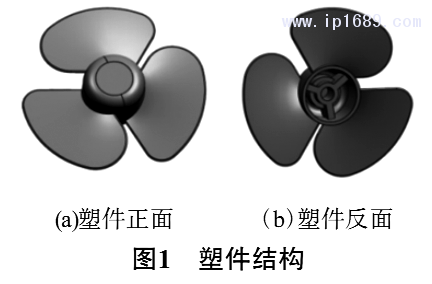
該塑件尺寸為152mm×148mm×32mm。如圖1所示���。塑件材料為ABS,是丙烯腈-丁二烯-苯乙烯聚合物,該塑料的收縮率范圍在0.3%~0.8%���,在實(shí)際生產(chǎn)過程中���,一般取值為0.5%。塑件生產(chǎn)要求表面無縮痕���,葉片曲面流暢���,無飛邊���,量產(chǎn)為50萬件。
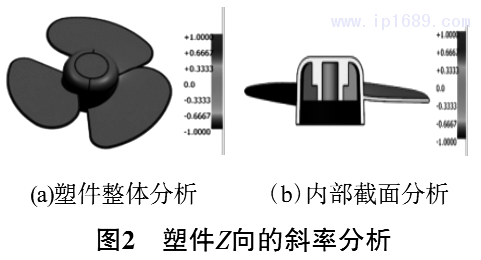
下面結(jié)合UG NX軟件對(duì)該塑件進(jìn)行拔模角度的分析���,一般情況下小型塑件(尺寸小于200mm)拔模斜率分析角度范圍為-1���。~1。���,如圖2所示���。塑件產(chǎn)品外表面形成型腔表面,產(chǎn)品內(nèi)表面形成型芯表面���,并有拔模角度為0°的情況���,需要對(duì)這些部位進(jìn)行拔模角度設(shè)計(jì),應(yīng)便于產(chǎn)品脫模���,且拔模盡量采用減膠方式���。
2塑件分型面初設(shè)計(jì)
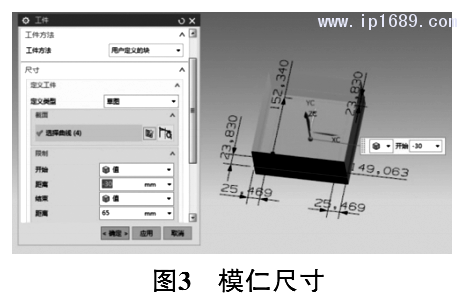
動(dòng)UG���,進(jìn)入MoldWizard模塊,項(xiàng)目初始化���,設(shè)置收縮率為1.005���,定義模具坐標(biāo)系,X-Y面為主分型面���,Z軸正方向?yàn)殚_模方向���,使模具坐標(biāo)系原點(diǎn)為風(fēng)扇主體圓下端面,Z軸向上���。設(shè)置工件的尺寸也就是模仁尺寸,如圖3所示���。使用分型工具���,對(duì)塑件進(jìn)行分型。
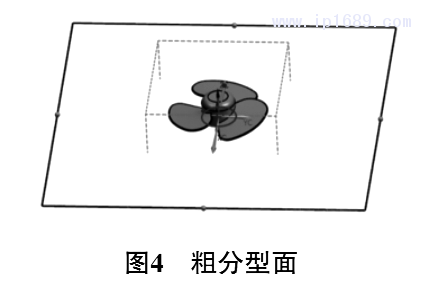
首先選擇分型線為風(fēng)扇主體外圓,設(shè)計(jì)分型面為有界平面���,此分型面為塑件粗分型面���,對(duì)模仁進(jìn)行預(yù)分型,如圖4所示���。
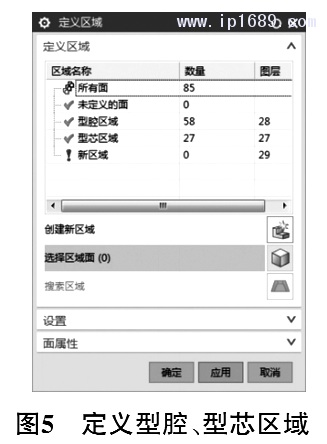
定義型腔���、型芯區(qū)域,產(chǎn)品外表面形成型腔區(qū)域���,內(nèi)表面形成型芯區(qū)域���,如圖5所示。初步生成塑件模具的型腔���、型芯零件���,如圖6所示。
以上的型腔���、型芯設(shè)計(jì)還未完成���,因風(fēng)扇葉片包裹在型腔中���,塑件無法脫模,因此還需要對(duì)型腔���、型芯進(jìn)行再設(shè)計(jì)���。
3塑件分型面再設(shè)計(jì)
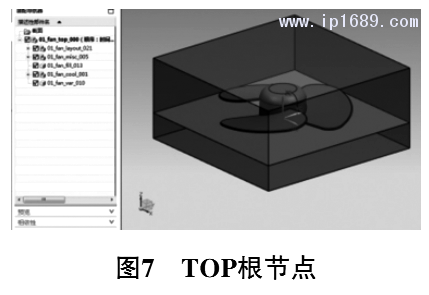
顯示模具父節(jié)點(diǎn)(TOP),該節(jié)點(diǎn)為整套模具的根節(jié)點(diǎn),是整套模具的總裝配體文件���,如圖7所示���。
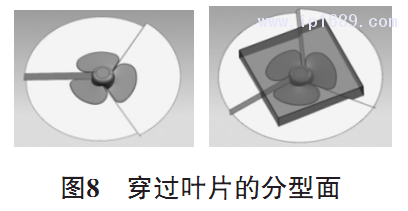
啟動(dòng)UG裝配模塊,在根節(jié)點(diǎn)下新建臨時(shí)組件MODEL1組件���,雙擊該組件���,使該組件成為工作組件���,應(yīng)用裝配工具條中的WAVE幾何鏈接器���,鏈接型腔組件(CAVITY)和產(chǎn)品零件���,在MODEL1組件中根據(jù)葉片的結(jié)構(gòu)特點(diǎn)創(chuàng)建新的分型面,白色曲面組為新創(chuàng)建的分型面���,如圖8所示���。
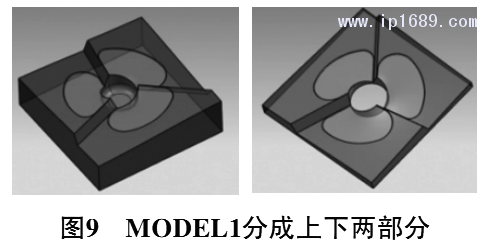
應(yīng)用拆分體命令選用此分型面將MODEL1組件中的CAVITY幾何體分成上下兩部分,如圖9所示���。上面部分將形成最終的型腔部分���,下面部分將與原CORE型芯合并成最終的型芯部分。
4型腔���、型芯終設(shè)計(jì)
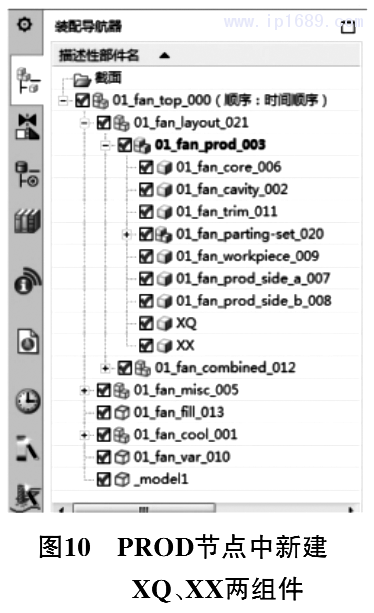
進(jìn)入裝配導(dǎo)航器���,在TOP根節(jié)點(diǎn)下找到LAYOUT(布局)節(jié)點(diǎn)中的PROD節(jié)點(diǎn),雙擊PROD節(jié)點(diǎn)���,使其成為工作節(jié)點(diǎn)���,在此節(jié)點(diǎn)中新建XQ���、XX兩組件,如圖10所示���。在PROD節(jié)點(diǎn)中新建該兩組件���,為后續(xù)一型多腔布局的塑模設(shè)計(jì)帶來便利。LAYOUT節(jié)點(diǎn)中���,PROD節(jié)點(diǎn)的數(shù)量代表模具的腔數(shù)���,也就是模具注射一次,出幾個(gè)產(chǎn)品���。目前還沒進(jìn)行多腔設(shè)計(jì)���,在LAYOUT節(jié)點(diǎn)下只有一個(gè)PROD節(jié)點(diǎn)。
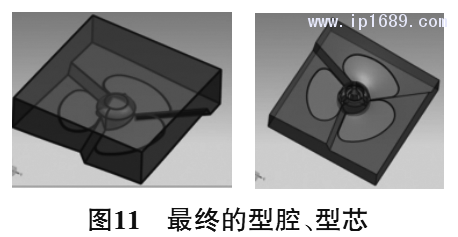
雙擊XQ���,WAVE幾何鏈接MODEL1中的上半部分���,雙擊XX,WAVE幾何鏈接MODEL1中的下半部分和原有的CORE���,布爾求和該兩部分���,使其成為一個(gè)整體。這樣XQ組件為最終的型腔���,XX組件為最終的型芯���,如圖11所示。將XQ���、XX兩組件替換引用集為MODEL���,這樣在TOP節(jié)點(diǎn)下XQ、XX兩組件就能正常顯示了���。XQ���、XX兩組件之間的空腔已經(jīng)準(zhǔn)確形成了風(fēng)扇葉片塑件結(jié)構(gòu)形狀���。這時(shí)CAVITY、CORE���、MODEL1在模具中已經(jīng)是多余的���,考慮到模具設(shè)計(jì)的關(guān)聯(lián)性,不能將這3個(gè)組件從TOP節(jié)點(diǎn)中刪除���,UG引用集提供了解決此問題的方案���。最后將PROD節(jié)點(diǎn)中的CAVITY、CORE組件及TOP節(jié)點(diǎn)下的MODEL1組件替換引用集為空���,這樣可以讓這3個(gè)組件在整個(gè)裝配體中不再顯示���。至此,風(fēng)扇葉片塑模分型設(shè)計(jì)已全部完成���。
5 結(jié) 語
本文以家用電器中風(fēng)扇葉片零件為實(shí)例���,主要針對(duì)塑料模具設(shè)計(jì)中的型腔���、型芯的分模設(shè)計(jì),運(yùn)用UG的斜率分析將塑件重要���、關(guān)鍵的結(jié)構(gòu)進(jìn)行合理化處理。該零件結(jié)構(gòu)有一定的復(fù)雜性���,其分型面的設(shè)計(jì)是它的特色���,介紹了如何運(yùn)用UG MoldWizard模塊進(jìn)行模具設(shè)計(jì),以及運(yùn)用WAVE技術(shù)進(jìn)行模具部件間的關(guān)聯(lián)設(shè)計(jì)���。其設(shè)計(jì)過程的特點(diǎn)主要體現(xiàn)了以下幾個(gè)方面:
1)整個(gè)設(shè)計(jì)實(shí)現(xiàn)了抽象2D設(shè)計(jì)向3D設(shè)計(jì)的轉(zhuǎn)變���,可以更為直觀地查看模具零部件的結(jié)構(gòu),便于后續(xù)模具的結(jié)構(gòu)修改及檢測���。
2)在實(shí)際生產(chǎn)經(jīng)驗(yàn)的基礎(chǔ)上���,利用UG分析模塊對(duì)塑件不同結(jié)構(gòu)進(jìn)行拔模角度分析���,將分析結(jié)果及時(shí)進(jìn)行處理,并考慮模具穿插部位的設(shè)計(jì)���,避免了后續(xù)模具裝配過程中的干涉���。減少了鉗工工作量,保證后續(xù)模具的有效合模���。
3)利用UG軟件中的注塑模塊進(jìn)行模仁中型腔與型芯的結(jié)構(gòu)設(shè)計(jì)���,大大簡化了模具結(jié)構(gòu)設(shè)計(jì),保證了模具整體設(shè)計(jì)的質(zhì)量���,便于模具后續(xù)其他結(jié)構(gòu)零部件的合理化設(shè)計(jì)���。
[參 考 文 獻(xiàn)]
[1]李德群,肖祥芷.模具CAD/CAE/CAM的發(fā)展概況及趨勢[J].模具工業(yè),2003(7):9-12.
[2]朱征,郭志全.模具CAD/CAM的現(xiàn)狀和發(fā)展[J].機(jī)械研究與應(yīng)用, 2003,16(2):1-2.
[3]尹小定.基于CAD/CAE及時(shí)的控制面板注塑模設(shè)計(jì)[J].塑料科技,2016(6):61-65.
[4]趙旭升,吳夢陵UG NX10.0 案例教程[M].北京:北京郵電大學(xué)出版社,2019.
[5]周慧蘭,匡唐清,湯學(xué)輝.基于CAD/CAE/CAM技術(shù)的電話機(jī)注塑模設(shè)計(jì)[J].中國塑料,2012,26(2):63-67.
[6]蔣新萍,徐自明.基于CAD/CAE的外殼塑件注塑模具創(chuàng)新優(yōu)化設(shè)計(jì)[J].塑料科技,2014(11):96-100.






















 玻纖含量對(duì)長玻纖...
玻纖含量對(duì)長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





